V neustále sa meniacom priemyselnom prostredí je udržanie a zlepšovanie kvality kľúčovým faktorom úspechu. Efektívnym programom zlepšovania kvality môžeme dosiahnuť udržanie resp. zlepšenie pozície na trhu, zníženie výrobných nákladov a vyššiu produktivitu. V súčasnosti udržať zodpovedajúcu kvalitu nie je jednoduché. Riadenie kvality sa neuskutočňuje len na konci výrobného procesu na odstránenie chybných výrobkov, ale proces riadenia kvality sa dotýka tak výrobkov, ako aj výrobných procesov.
Kontrola a riadenie kvality výrobných procesov
Komplexné riadenie kvality si vyžaduje účasť viacerých úsekov, nielen technických. Zahŕňa súhrn všetkých prostriedkov, ktorými dosahujeme normy kvality a kvalita výrobku zahrňuje všetky jeho charakteristické rysy, nielen jeho technické vlastnosti. Keď nastavíme výrobný proces, chceme, aby zostal pod kontrolou a obsahoval iba minimálnu odchýlku od požadovanej hodnoty. Odchýlka výrobného procesu nemožno úplne odstrániť, ale ak dosahuje veľké hodnoty, vedie často k nezhodným výrobkom, čo má za následok nespokojnosť zákazníka a plytvanie ľudských a finančných zdrojov, času.
Kontrola spolu s metrológiou sú základom na zníženie variability a zlepšenie kvality výroby či už jednotlivých súčiastok alebo celých výrobkov. Súčasťou je zber dát. Vykonávanie vhodnej kontroly a merania nám poskytuje spätnú väzbu o kvalite výrobkov. Objektom kontroly môžu byť zdroje, ktoré vstupujú do procesu, taktiež prebiehajúce činnosti, ako aj výstup z procesov v podobe hotového výrobku. Kontrola nám pomáha pri zisťovaní zhody alebo nezhody s požiadavkami. Upozorňuje nás na nedostatky už v počiatočnej fáze výrobného procesu a pomáha nám spĺňať požiadavky na kvalitu výrobného procesu. Nesprávne vykonanie kontroly a meraní môže mať ďalekosiahle následky na kvalitu.
Kontrola kvality procesu je nástroj, ktorý môžeme použiť na monitorovanie produkčného procesu, na analýzu odchýlky, k identifikácií príčin chýb, na základe ktorých je možné prijať aktivity, ktoré napravia proces a dostanú ho opäť pod kontrolu. Tento nástroj zároveň spĺňa požiadavky normy ISO 9000 na kvalitu procesov, ako aj na kvalitu produktov. Výroba má vyrobiť kvalitný produkt s vynaložením nízkych nákladov a pri vysokej produktivite práce. Dôležitou súčasťou je kontrolná metrologická služba, ktorá zahŕňa kontrolu meradiel, meracích a skúšobných prístrojov, overovanie špeciálnych meradiel a meracích, skúšobných a kontrolných prístrojov, kalibráciu veľmi presných meradiel a prístrojov.

Štatistické riadenie kvality a jeho nástroje
Štatistické riadenie kvality sa zaoberá riadením kvality v činnostiach, ktoré sú s výrobným procesom úzko spojené. Predovšetkým objektívne namerané hodnoty parametrov výroby a výrobkov vyjadrujú kvalitu. Štatistické riadenie kvality patrí v súčasnosti k najdôležitejším analytickým metódam, ktoré umožňujú sledovať a zlepšovať kvalitu vyrábaného produktu alebo služby. Štatistické riadenie procesov je primárnym nástrojom pre štatistické riadenie kvality. Umožňuje zber informácií, ich spracovanie, archiváciu a zobrazenie informácií o vyrábanom produkte z hľadiska kvality.
Výrobky, ktoré v minulosti neprešli výstupnou kontrolou, boli posielané naspäť do výroby na prepracovanie alebo končili ako odpad. Ak sa vhodne zavedie systém riadenia kvality výroby, výrobok sa vyrobí v požadovanej kvalite na prvý krát. Proces zavádzania metód štatistického riadenia kvality v organizáciách začína obvykle uplatnením štatistickej prebierky, pokračuje zavedením štatistickej regulácie procesu a potom sa uplatňujú metódy navrhovania experimentov.
Štatistická prebierka
Štatistická prebierka je metóda, ktorá sa využíva na vstupnej, medzioperačnej alebo výstupnej výberovej kontroly kvality hromadnej produkcie. Používa sa hlavne keď 100 % kontrola je príliš nákladná, alebo ju nie je možné zrealizovať, prípadne takáto 100 % kontrola nemá ani 100 % účinnosť. Podstatou štatistickej prebierky je kontrola kvality súboru, pri ktorej je stanovený počet výrobkov, ktoré majú byť vybrané z preberaného súboru a skontrolované, ako aj preberacie kritérium pre rozhodnutie o prijatí alebo zamietnutí, aby sa zabránilo nezhodným vstupom do procesu.
Stabilita a spôsobilost procesu
Základnou otázkou organizácií je, do akej miery je schopná uspokojiť očakávania zákazníkov. Po vymedzení očakávaní zákazníkov je dôležité, aby dodávateľ vedel kvantifikovať, v akom rozsahu je tieto očakávania schopný aj uspokojiť. Výrobok, vhodný na použitie by sa mal všeobecne vyrábať v stabilnom alebo opakovateľnom procese. Každý proces vykazuje určitú variabilitu. Na proces pôsobí rada vplyvov, ktoré spôsobujú odlišnosť výrobkov. Náhodné príčiny, ktorých je veľké množstvo, sú stálou súčasťou procesu a ovplyvňujú všetky zložky procesu (napr. teplota, vlhkosť, rozdielna kvalita materiálu). Vymedziteľné príčiny, ktoré nie sú stálou súčasťou procesu, neovplyvňujú všetky zložky procesu. Týchto príčin je pomerne malý počet a majú vplyv na kvalitu procesu.
Proces, ktorý ovplyvňujú len náhodné príčiny, sa nazýva stabilný proces. Proces, ktorého výstupy ovplyvňujú náhodné aj vymedziteľné príčiny, sa nazýva nestabilný proces. Takýto proces neznamená nevyhnutne veľkú variabilitu výstupov.
Prípravná etapa - rozbor výrobného procesu, slúži na zistenie štatistickej a technickej stability procesu. Štatistická stabilita je stav procesu v čase, kedy sú parametre rozdelenie pravdepodobností regulovanej veličiny konštantné. Druhá etapa - udržanie procesu v štatistickej a technickej stabilite, čiže vykonávanie prevencie proti poruchám stability procesu, včasným odstránením systematických vplyvov, ktoré sa vyskytnú v priebehu regulácie.
Podrobnejšie by sa dali rozdeliť na štyri fázy:
- Prípravná fáza: Obsahuje identifikáciu cieľa regulácie, sledovaného znaku kvality, stanovenie kontrolných miest, zvolenie vhodnej meracej metódy, zvolenie vhodnej dĺžky kontrolného intervalu, zvolenie vhodného rozsahu podskupiny, zvolenie vhodného typu regulačného diagramu a príprava formulára pre regulačný diagram.
- Fáza analýzy a zabezpečenia štatistickej stability procesu.
- Fáza zabezpečenia spôsobilosti procesu.
- Fáza vlastnej štatistickej regulácie pomocou regulačného diagramu.
Hodnoty výberových charakteristík sa porovnávajú s vopred stanovenými regulačnými hranicami. Predmetom štatistickej regulácie je napomáhať k dosiahnutiu a udržaniu výrobného procesu na prípustnej a stabilnej úrovni tak, aby sa zaistila zhoda výrobku a služieb so špecifikovanými požiadavkami.
Regulačný diagram
Hlavným a v praxi najčastejšie používaným štatistickým nástrojom na zabezpečenie a udržanie výrobného procesu na prípustnej a stabilnej úrovni je regulačný diagram. Metóda regulačných diagramov nám teda pomáha zhodnotiť, či je proces merania v štatisticky zvládnutom stave, t.j. či je stabilný a či zotrvá na špecifikovanej úrovni. Použitím regulačných diagramov a ich dôsledná analýza prispieva k pochopeniu a zlepšeniu procesu.
Shewhartov regulačný diagram pracuje s údajmi, ktoré sú získané z procesu výroby. Údaje by sa mali získavať v približne pravidelných intervaloch, ktoré môžu byť určené v čase alebo v množstve. Každá podskupina by sa mala skladať z rovnakého výrobku, ktorý má rovnaké merateľné jednotky a rovnaký rozsah podskupiny. Z každej podskupiny sa získa jedna alebo viac charakteristík podskupín ako napríklad priemer podskupiny a rozpätie podskupiny alebo smerodajná odchýlka podskupiny. Regulačný diagram obsahuje tri priamky a body, ktoré reprezentujú pozorovania.
Prekročenie hraníc vyžaduje akčný zásah do procesu, teda realizáciu nápravného opatrenia. Za predpokladu, že merací proces je v štatisticky zvládnutom stave, vo vnútri regulačných hraníc sa bude nachádzať približne 99,73 % hodnôt sledovanej charakteristiky. Regulačný diagram sa zostrojuje na báze získaných meraní sledovaného ukazovateľa kvality procesu, napr. teploty, dĺžky, počtu chýb atď. Do regulačného diagramu sa zakresľujú individuálne hodnoty alebo hodnoty nejakej výberovej charakteristiky. Bod, ktorý sa nachádza mimo regulačných hraníc indikuje možnú prítomnosť vymedziteľných príčin. Regulačné hranice nemožno zamieňať s tolerančnými hranicami alebo s inými cieľovými hodnotami procesu. Môžeme ich charakterizovať ako prognózovanú veľkosť variability danej systémom.
Pre analýzu variabilných a atributívnych znakov boli vyvinuté rôzne typy regulačných diagramov:
- Regulačné diagramy meraním: Údaje o merateľnej premennej sa získavajú meraním a zaznamenávaním číselných hodnôt znaku pre každú z jednotiek v podskupine.
- Regulačné diagramy porovnávaním: Údaje sa získavajú zaznamenaním prítomnosti alebo neprítomnosti určitého znaku na každej z jednotiek v podskupine.
Regulujeme veličinu len vzhľadom na súlad jej hodnôt s nejakým etalónom. Pokiaľ ide o frekvenciu výberov, je najlepšie uskutočňovať výbery čo najčastejšie. Z ekonomického hľadiska to však nemusí byť vždy prijateľné.
Navrhovanie experimentov
Navrhovanie, resp. plánovanie experimentov, patrí k najpoužívanejším spôsobom zlepšovania kvality výrobku a výkonu procesu. Experiment sa dá definovať ako zásah do systému s cieľom pozorovať alebo merať účinky tohto zásahu. V experimente môže vystupovať jedna alebo viac premenných. Táto premenná sa nazýva ozva alebo ozvová (výstupná) premenná a reprezentuje výstup z experimentu. Experiment sa dá rozdeliť na relatívne samostatné časti, ktoré môžeme nazývať pokusy. Pokus môžeme aj opakovať. Štatistické techniky bývajú užitočné v predvýrobných činnostiach, pri modelovaní a analýze variability procesu vzhľadom na požiadavky či špecifikácie a taktiež môžu pomôcť aj v procese jej redukcie.
Spôsobilosť procesu a jej meranie
Spôsobilost procesu sa týka uniformity procesu. Jej mierou výstupu je zvyčajne variabilita procesu. Doteraz sa nepodarilo dohodnúť na jednotnej miere spôsobilosti procesu. Niekedy sa za mieru spôsobilosti považuje smerodajná odchýlka σ alebo rozpätie ukazovateľa kvality, alebo ich násobok založený na inherentnej variabilite. Niekedy je to kombinovaná hodnota zložky vyvolanej inherentnou variabilitou a zložky vyvolanej malými vymedziteľnými príčinami.
Analýza spôsobilosti procesu sa definuje ako inžinierska štúdia odhadu spôsobilosti procesu. Spôsobilost procesu možno odhadovať pomocou rozdelenia pravdepodobnosti výstupu procesu. Vtedy sa analýza spôsobilosti realizuje bez ohľadu na tolerančné hranice príslušného ukazovateľa kvality. Analýza spôsobilosti procesu je súčasťou celkového programu zlepšovania kvality. Údaje z analýzy spôsobilosti procesu sa dajú využiť vo viacerých oblastiach. Na hodnotenie spôsobilosti procesu sa najprv používali histogramy. Posúdenie spôsobilosti sa zakladalo na vizuálnom porovnávaní rozdelenia početností procesu a požadovaného tolerančného intervalu (ukazovateľom).
Vedomosti o spôsobilosti procesu sú pre výrobcov dôležitým podkladom pre kvalifikované rozhodnutia pri plánovaní kvality procesu. Umožňujú vybrať pre výrobu určitého výrobku vhodný proces, odhadnúť pravdepodobnosť výskytu nezhodných výrobkov, plánovať preventívne a nápravné opatrenia a hodnotiť ich účinnosť, posudzovať stabilitu procesu a podobne.
Indexy spôsobilosti procesu
Indexy spôsobilosti procesu sú štatistické ukazovatele, ktoré merajú schopnosť výrobného procesu vyrábať produkty, ktoré spĺňajú špecifikácie a tolerančné limity. Tieto indexy poskytujú informácie o výkonnosti procesu v porovnaní s požiadavkami na kvalitu produktu.
Indexy prvej generácie (Cp a Cpk):Pre jednoduchosť, aj keď nie dokonalosť, patria aj v súčasnosti tieto indexy medzi žiadané miery hodnotenia kvality. Predpokladá sa, že proces je pod štatistickou kontrolou, pozorovania procesu sú nezávislé a majú normálne rozdelenie. Normálne rozdelenie je symetrické, jednovrcholové a má tvar zvona. Každé normálne rozdelenie je charakterizované priemerom a štandardnou odchýlkou. Normálne rozdelenie má každá premenná, ktorá je súčtom alebo priemerom mnohých malých nezávislých vplyvov.
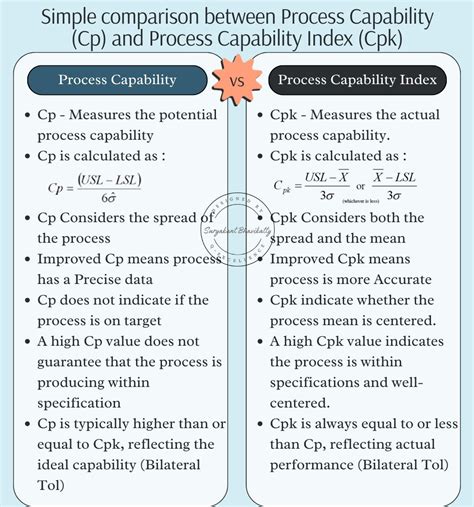
Index Cp: Úlohou indexu Cp je porovnávať požadované tolerančné rozpätie s prirodzeným rozpätím procesu, t.j. variabilitou procesu 6σ. Index nevyčísľuje, kde je proces centrovaný, ale je iba mierou potenciálnej spôsobilosti procesu. Nevýhodou indexu Cp je, že na základe tohto indexu nevieme povedať, či sa nameraná hodnota sledovaného ukazovateľa kvality nachádza v požadovanom tolerančnom intervale. Ide len o mieru potenciálnej spôsobilosti, pretože nevystihuje umiestnenie prirodzeného tolerančného rozpätia vzhľadom na požadované tolerančné rozpätie.
Index Cpk: Index Cpk má univerzálnejšie použitie. Zatiaľ čo index Cp je ukazovateľom potenciálnej spôsobilosti procesu, čiže akým by proces mohol byť, tak index Cpk je ukazovateľom aktuálnej spôsobilosti procesu. Takže Cp charakterizuje rozptyl procesu, ktorý sa vzťahuje k tolerancii, zatiaľ čo Cpk nám udáva rozdiel medzi nameranou priemernou aritmetickou hodnotou a stredom tolerančného poľa.
Typy procesov pre rôzne hodnoty Cp a Cpk sú uvedené v tabuľkách a na obrázkoch, ktoré zobrazujú vzťah medzi hodnotami indexov a ich interpretáciou.
Ďalšie indexy:
- Index K: Slúži na zistenie, či je proces centrovaný. Ide vlastne o spojenie indexu Cp a Cpk. Obor hodnôt indexu K je [0,∞).
- Index Cpm: Ak cieľová hodnota nie je v strede tolerančného rozpätia, nie je index Cpm vhodnou mierou spôsobilosti procesu.
- Index C*pm: Používa sa na hodnotenie spôsobilosti procesu, ktorý nie je centrovaný na cieľovú hodnotu. Nevýhodou tohto indexu je, že aj keď poskytuje informáciu, že proces je aktuálne nespôsobilý, neposkytuje informáciu, ktorá v dôsledku nejakých príčin spôsobuje nespôsobilosť.
Spôsobilosť stroja
Spôsobilosť stroja sa rozumie rozsah funkcií a výkonnostných charakteristík, ktoré je stroj alebo zariadenie schopné zabezpečiť. Spôsobilosť stroja závisí od viacerých faktorov, ako je konštrukcia stroja, kvalita jeho komponentov, softvér použitý na jeho ovládanie a zručnosť obsluhy. Spôsobilosť stroja je základným faktorom, ktorý je potrebné vziať do úvahy pri výbere stroja pre konkrétnu úlohu alebo proces. Pomáha zaistiť, aby stroj mohol poskytovať požadované výkonové charakteristiky a spĺňať očakávania obsluhy a koncových užívateľov.
Spôsobilosť stroja je závislá na kontexte: nie je určená iba jeho konštrukciou a súčasťami, ale aj konkrétnou úlohou alebo procesom, pre ktorý sa používa. Je spojená s ľudským faktorom: nie je určená iba jeho technickými špecifikáciami, ale aj zručnosťami a skúsenosťami obsluhy. Spôsobilosti strojov sa neustále vyvíjajú s pokrokom technológie. Spôsobilosť strojov má aj etické dôsledky: ako sa stroje stávajú schopnejšími, môžu v určitých úlohách nahradiť ľudských pracovníkov, čo vyvoláva etické obavy z presunu pracovných miest a automatizácie.
Indexy spôsobilosti stroja (CM a CMK)
Indexy spôsobilosti stroja sú štatistické ukazovatele, ktoré merajú schopnosť výrobného stroja alebo procesu vyrábať produkty, ktoré spĺňajú špecifikácie a tolerančné limity. V oblasti kontroly kvality a riadenia procesov zohrávajú dôležitú úlohu dva ukazovatele: CM (Critical Machine Capability) a CMK (Critical Machine Capability Index).
CM (Critical Machine Capability): Vyjadruje schopnosť stroja produkovať výstupy v rámci zadaných tolerancií bez ohľadu na odchýlky od priemernej hodnoty. Vypočítava sa ako pomer rozdielu medzi hornou a dolnou toleranciou k šírke medze riadenia. Meria potenciálnu spôsobilosť procesu, ktorý je ideálne centrálne umiestnený medzi hornými (USL) a dolnými (LSL) špecifikačnými limitmi.
CMK (Critical Machine Capability Index): Dopĺňa CM o zohľadnenie odchýlky od priemernej hodnoty. Hodnotí celkovú kapacitu stroja spĺňať požiadavky s ohľadom na variabilitu procesu. Vypočítava sa ako pomer šírky medze riadenia k tolerancii špecifikovanej zákazníkom.
Interpretácia hodnôt:
- 1 ≤ CM ≤ 1,33: Stroj spĺňa požiadavky, ale s nízkou mierou istoty.
- 1 ≤ CMK ≤ 1,33: Stroj spĺňa požiadavky, ale s nízkou mierou istoty a variabilitou procesu.
V praxi sa stretávame s rôznymi strojmi a zariadeniami, ktoré produkujú výstupy, ako napríklad súčiastky, produkty, služby a informácie. CM a CMK sú dva ukazovatele, ktoré sa používajú na hodnotenie schopnosti stroja dosahovať požadované výsledky.
Aplikácie CM a CMK:
- Kontrola kvality súčiastok: CM a CMK sa používajú na hodnotenie schopnosti výrobných liniek a strojov produkovať súčiastky, ktoré spĺňajú požadované tolerancie. Na základe analýzy CM a CMK sa môžu optimalizovať parametre strojov, ako sú rýchlosť, teplota alebo tlak. Pri nákupe od dodávateľov sa CM a CMK môžu použiť na overenie schopnosti ich strojov vyrábať súčiastky spĺňajúce špecifikácie.
- Kontrola konzistencie a hmotnosti produktov: CM a CMK pomáhajú udržiavať konzistentnú kvalitu potravín, ako je napríklad gramáž jogurtov alebo hrúbka plátkov syra. Minimalizácia odpadového materiálu: Ak je CM a CMK strojov na plnenie nízky, dochádza k vyššej variabilite plnenia, čo vedie k plytvaniu potravinami.
- Údržba zdravotníckych pomôcok: Hodnoty CM a CMK pomáhajú pri plánovaní údržby zdravotníckych pomôcok.
Celkovo sú CM a CMK univerzálne ukazovatele využiteľné v rôznych odvetviach na zabezpečenie a zlepšenie kvality výrobných procesov a strojov.