Zváranie metódou MIG/MAG, často nazývané aj zváranie CO2, je jednou z najpoužívanejších a najuniverzálnejších metód zvárania v súčasnosti. Vďaka svojej jednoduchosti a efektivite si získalo obľubu nielen u domácich majstrov, ale aj v profesionálnych dielňach a priemyselných prevádzkach. Správne nastavenie zváracích parametrov, najmä tlaku ochranného plynu, je kľúčové pre dosiahnutie kvalitného a pevného zvaru. Tento článok sa podrobne zameria na nastavenie tlaku CO2 zváračky, pričom poskytne cenné informácie pre široké spektrum používateľov, od úplných začiatočníkov až po skúsených zváračov.
Základy MIG/MAG zvárania a ochranná atmosféra
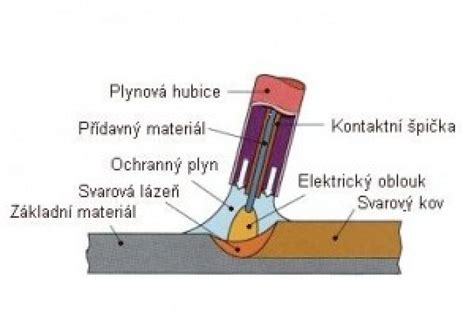
Metóda MIG/MAG (Metal Inert Gas / Metal Active Gas) využíva teplo elektrického oblúka, ktorý vzniká medzi kontinuálne dodávaným zváracím drôtom a zváraným materiálom. Počas tohto procesu sa prídavný materiál (zvárací drôt) odtavuje a prenáša do miesta zvárania. Roztavený drôt a zvárací kúpeľ sú chránené pred škodlivými vplyvmi okolitého vzduchu ochranným plynom. Tento ochranný plyn zabraňuje oxidácii a pórovaniu zvaru, čím zabezpečuje jeho pevnosť a kvalitu.

Rozdiel medzi MIG a MAG zváraním spočíva v type použitého ochranného plynu:
- MIG (Metal Inert Gas): Používa inertné (neaktívne) plyny, ako je čistý argón (Ar) alebo hélium (He), prípadne ich zmesi. Tieto plyny nevstupujú do chemických reakcií so zvarovým kúpeľom. Metóda MIG sa primárne používa na zváranie neželezných kovov, ako je hliník, meď a ich zliatiny.
- MAG (Metal Active Gas): Používa aktívne plyny, ktoré vstupujú do chemických reakcií so zvarovým kúpeľom a majú vplyv na jeho vlastnosti. Najčastejšie používaným plynom je oxid uhličitý (CO2) alebo zmesi argónu s CO2 (tzv. "mix" plyny, napríklad Corgoň 82/18 - 82 % Ar, 18 % CO2). Metóda MAG je ideálna pre zváranie uhlíkových ocelí, nízkolegovaných a vysokolegovaných ocelí.
Napriek tomu, že pri MIG zváraní sa CO2 nepoužíva, ľudový názov "CO2 zváranie" sa rozšíril aj na metódu MIG/MAG. Je to pozostatok z minulosti, kedy bol oxid uhličitý najčastejšie používaným plynom pre MAG zváranie, a tento termín sa nepresne udomácnil.
Nastavenie základných parametrov zvárania
Pred samotným nastavením tlaku plynu je dôležité pochopiť a správne nastaviť aj ďalšie kľúčové procesné parametre, ktoré ovplyvňujú kvalitu zvaru. Medzi nastaviteľné parametre patria:
- Zváracie napätie: Ovplyvňuje dĺžku elektrického oblúka a jeho stabilitu.
- Zvárací prúd: Pri metóde MIG/MAG je primárne spojený s rýchlosťou podávania zváracieho drôtu.
- Priemer zváracieho drôtu: Volí sa podľa hrúbky zváraného materiálu a požadovanej hĺbky prieniku. Bežne používané priemery sú 0,8 mm, 1,0 mm, 1,2 mm a 1,6 mm. Pre tenšie materiály (1-6 mm) sú vhodné drôty 0,6 a 0,8 mm, pre hrubšie materiály (6 mm a viac) sú výhodnejšie drôty 1,0 a 1,2 mm. Pre bežné domáce použitie je často dostačujúci priemer 0,8 mm.
- Prietok ochranného plynu: Nastavuje sa pomocou redukčného ventilu a ovplyvňuje kvalitu ochrannej atmosféry.
- Dĺžka predĺženia drôtu (stick-out): Vzdialenosť medzi vodiacou tryskou horáka a koncom zváracieho drôtu. Správna dĺžka je kľúčová pre dostatočný odporový ohrev drôtu a minimalizáciu rozstreku.
Zvárací drôt a jeho výber
Materiál zváracieho drôtu sa volí podľa zváraného materiálu. Pre bežnú konštrukčnú oceľ sa používa drôt určený pre oceľ (napr. SG2, G3Si1). K dispozícii sú aj drôty na zváranie nehrdzavejúcej ocele, hliníkových zliatin a iných špeciálnych materiálov. Priemer drôtu by mal zodpovedať hrúbke materiálu.
Postup nastavenia tlaku CO2 (ochranného plynu)
Nastavenie prietoku ochranného plynu je kritickým krokom pre zabezpečenie kvalitného zvaru. Proces zvyčajne zahŕňa nasledujúce kroky:
Kontrola a pripojenie fľaše s plynom:
- Uistite sa, že ventil ochrannej plynovej fľaše je otvorený.
- Skontrolujte, či je tlak v plynovej fľaši dostatočný.
- Pripojte redukčný ventil k fľaši s plynom.
- Pripojte hadicu na prívod plynu k zváraciemu stroju.
Zapnutie zváracieho stroja:
- Zapnite zvárací stroj a overte, či prietokomer ohrevu a redukcie tlaku funguje správne.
- Nechajte zvárací stroj zohriať po dobu 5 minút (niektoré zdroje uvádzajú tento krok, iné nie).
Príprava podávania drôtu:
- Otvorte balenie zváracieho drôtu a nasaďte cievku na hriadeľ mechanizmu podávania drôtu.
- Otvorte upínaciu rukoväť a pomocou klieští skráťte hlavu zváracieho drôtu na plochú hlavu.
- Zasuňte hlavu zváracieho drôtu vodorovne do drážky kolesa podávacieho mechanizmu.
- Vložte hadicu na podávanie drôtu.
- Zatvorte upínaciu rukoväť.
- Položte zváraciu pištoľ vodorovne na zem.
- Stlačte biele tlačidlo rýchleho podávania drôtu na diaľkovom ovládači (alebo spúšť na horáku), aby ste posúvali zvárací drôt, kým sa neuvoľní z vodivej trysky.
- Ak ide o starú zváraciu pištoľ, môže byť potrebné najprv vybrať vodivú trysku.
- Pomocou klieští odrežte koniec zváracieho drôtu do ostrého uhla 45 stupňov.
Nastavenie prietoku plynu pomocou redukčného ventilu:
- Po pripojení fľaše a redukčného ventilu k zváraciemu stroju, je čas nastaviť prietok plynu.
- Orientácia: Prietok plynu sa spravidla volí v závislosti od priemeru drôtu. Jednoduchý vzorec hovorí: Správny prietok = priemer drôtu (mm) x 10. Napríklad, pri použití drôtu s priemerom 0,8 mm by ste mali nastaviť prietok na približne 8 litrov za minútu (l/min). Pre drôt s priemerom 1,0 mm pri prúde okolo 200 A a viac, sa odporúča prietok 13-15 l/min.
- Vplyv prostredia: Pokiaľ zvárame v exteriéri alebo v hale, kde by mohol prievan obmedziť dostatočnú ochrannú atmosféru, je vhodné pridať niekoľko l/min na prietokomeri.
- Príliš veľa alebo príliš málo plynu: Ak pustíme extrémne veľa plynu, môže dôjsť k odšplechnutiu a turbulentnému prúdeniu plynu, čo zhoršuje výsledný zvar. Naopak, príliš nízky prietok plynu môže spôsobiť pórovanie zvaru.
- Testovanie prietoku: Po otvorení ventilu na redukčnom ventile a nastavení požadovaného prietoku, stlačte spúšť na horáku (na prázdno). Mali by ste počuť jemné syčanie prúdiaceho plynu z trysky horáka. Ak plyn nepočujete, je potrebné skontrolovať tesnosť spojov, funkčnosť elektroventilu v zváračke alebo prípadné upchatie.
- Použitie manometra: Pre presnejšie nastavenie je vhodné použiť redukčný ventil s manometrom, ktorý zobrazuje výstupný tlak plynu. Pri zváraní CO2 je často odporúčaný výstupný tlak v rozsahu 0,2 až 0,4 MPa (2 až 4 bary), ale presná hodnota závisí od konkrétnej aplikácie a odporúčaní výrobcu.

Ladění zváracích parametrov pre optimálny zvar
Napriek uvedeným referenčným hodnotám je dôležité si uvedomiť, že neexistujú univerzálne nastavenia platné pre všetky materiály, ochranné plyny, priemery drôtu, typy a polohy zvarov. Parametre je preto potrebné odskúšať a v priebehu zváracieho procesu ladiť, aby sme dosiahli to správne nastavenie.
Nastavenie MIG/MAG zváračky na skratový proces zvárania
Ako rozpoznať správne nastavenie?
Správne zosúladenie zváracieho napätia a prúdu, spolu s optimálnym prietokom plynu, sa prejaví nasledujúcimi znakmi:
- Zvuk oblúka: Oblúk horí rovnomerne a vydáva jemný, hladký šušťavý zvuk.
- Vibrácie horáka: Hlava zváracej pištole mierne vibruje, tvrdosť je stredná.
- Stabilita napätia a prúdu: Výkyvy voltmetra by nemali presiahnuť 5 V a výkyvy ampérmetra by nemali presiahnuť 30 A.
- Pocit pri zváraní: Pri uchopení ruky by nemali byť cítiť žiadne vibrácie.
Nesprávne nastavenie sa prejavuje nasledovne:
- Príliš nízke napätie:
- Zvuk oblúka je praskavý.
- Hlava zváracej pištole výrazne vibruje.
- Pri pohybe zváracej pištole je cítiť odpor.
- Zvárací drôt je "zaborený" do zvarového kúpeľa.
- Vzniká väčšie striekanie.
- Rýchlosť podávania drôtu je oveľa vyššia ako rýchlosť tavenia. Oblúk sa môže zapáliť a potom zhasnúť zváracím drôtom.
- Príliš vysoké napätie:
- Hlava zváracej pištole je príliš "mäkká", takmer bez vibrácií.
- Zvárací drôt sa môže voľne pohybovať.
- Viditeľná je veľká roztavená guľa na konci zváracieho drôtu.
- Občas dochádza k striekaniu veľkých kvapiek.
- Ak rýchlosť tavenia príliš prekročí rýchlosť podávania drôtu, oblúk bude horieť späť k vodivej tryske, čo môže spôsobiť jej roztavenie.
- Nesprávny prietok plynu:
- Pórovanie zvaru (malé dierky v zvare).
- Zvar má škaredú zeleno-hnedú farbu, vyzerá ako spálený.
- Okolo zvaru prskajú a vytvárajú sa veľké guličky kovu.
Tipy na ladenie:
- Ak je napätie príliš nízke, postupne zvyšujte zváracie napätie, čím zrýchlite rýchlosť tavenia zváracieho drôtu.
- Ak je prúd nižší ako vopred určená hodnota, najprv zvýšte zvárací prúd (rýchlosť podávania drôtu) a potom zváracie napätie.
- Ak je prúd vyšší ako vopred určená hodnota, najprv znížte zváracie napätie a potom zvárací prúd.
- Pri zváraní tenkých materiálov je výhodné mať mierne vyššie napätie, aby sa predišlo neúplnému taveniu.
Bezpečnosť pri zváraní CO2
Pri práci s CO2 zváračkou je nevyhnutné dodržiavať bezpečnostné opatrenia:
- Zvárajte iba v dobre vetranom priestore. Zváranie vytvára nebezpečné plyny, ktoré by ste nemali vdychovať.
- Používajte ochranné pomôcky:
- Zváracia maska: Odporúčajú sa samostmievacie masky, ktoré uľahčujú prácu a šetria ruky.
- Zváračské rukavice: Chránia pred teplom a rozstrekovaným kovom.
- Ochranné oblečenie: Ideálne kožené alebo z prírodných materiálov (bavlna), ktoré sa neroztopia v prípade kontaktu s roztaveným kovom. Vyhnite sa umelým vláknam ako polyester.
- Pevná obuv: Ideálne kožené topánky alebo čižmy, ktoré ochránia pred kvapkami horúceho kovu.
- Nikdy nezvárajte pozinkovanú oceľ: Pozinkovaná (galvanizovaná) oceľ obsahuje zinok, ktorý pri horení vytvára karcinogénne a jedovaté plyny.
- Udržujte pracovné okolie čisté a bez horľavých materiálov.
Doplnkové príslušenstvo a funkcie
Na zjednodušenie a spríjemnenie zvárania existuje množstvo doplnkov:
- Separátory a spreje: Chránia hubicu a špičku horáka pred prilepovaním rozstrekovaných guľôčok, čím predlžujú životnosť náhradných dielov.
- Magnety: Uľahčujú polohovanie zváraných dielov.
- Pokročilé funkcie zváračiek: Moderné zváracie stroje ponúkajú funkcie ako synergické nastavenie parametrov (stačí zadať hrúbku materiálu a typ plynu), pulzovanie zváracieho prúdu (PULSE), režimy 2T/4T (dvojtakt/štvortakt), funkciu Bi-Level, ATC (Advanced Thermal Control) pre zváranie tenkých materiálov a ďalšie, ktoré zvyšujú komfort a kvalitu práce.
Zhrnutie a záverečné odporúčania
Správne nastavenie tlaku CO2 (ochranného plynu) a ďalších zváracích parametrov je základom pre dosiahnutie kvalitných a spoľahlivých zvarov. Proces nastavenia si vyžaduje pochopenie základných princípov MIG/MAG zvárania, poznanie vlastností použitého materiálu a ochranného plynu, ako aj praktické skúsenosti.
Pre začínajúcich zváračov je dôležité:
- Začať s jednoduchými projektmi na skúšobnom materiáli.
- Precvičiť si vedenie horáka a pohyb zváracieho oblúka.
- Postupne ladiť zváracie parametre a všímať si ich vplyv na zvar.
- Nepodceňovať bezpečnostné opatrenia.
Pre pokročilejších zváračov je kľúčové neustále zdokonaľovať svoje zručnosti, experimentovať s rôznymi nastaveniami a využívať moderné funkcie zváracích strojov na optimalizáciu procesu.
Veríme, že tento obsiahly sprievodca vám pomôže lepšie porozumieť nastaveniu tlaku CO2 zváračky a prispeje k vašim úspešným zváracím projektom. Pamätajte, že prax a trpezlivosť sú vašimi najlepšími spojencami pri zvládnutí tejto techniky.